This webpage is not an "official" manual and should not be mistaken for nor used as approved data. This is an unchecked electronic version of an old photocopy of an even older document. It is not known which (if any) serial numbers the original document was valid for. This document should not be used for the operation or maintenance of a real aircraft.
LUBRICATION
For your convenience, the lubrication requirements are set forth in the tabulation below. Time periods which synchronize with the inspection schedules are specified. It is recommended that lubtrication be coincident with inspection, insofar as possible.
LUBRICATION TABLE
NO. PERIOD
ASSEMBLY ITEM POINTS LUBRICANT (HOURS)
Rear hinge bolt 2 Oil - SAE 30 20
Landing Gear Wheel bearings 4 Grease - Soft 40
Brake bellcrank 2 Oil - SAE 30 20
-------------------------------------------------------------------
Mounting socket 1 Grease - Use gun 20
Hinge bolt 1 Oil - SAE 30 20
Tail Wheel Wheel bearing 2 Grease - Soft 40
Shock strut hinge 1 Oil - SAE 30 20
-------------------------------------------------------------------
Elevators Hinge bushings 4 Oil - SAE 30 20
Control horn 1 Oil - SAE 30 20
-------------------------------------------------------------------
Rudder Hinge bushings 2 Oil - SAE 30 20
Controls horn 1 Oil - SAE 30 20
-------------------------------------------------------------------
Hinge bolts 4 Oil - SAE 30 20
Tab Control Quadrant rollers 1 Grease - Soft 40
(Tail) Control horn 2 Oil - SAE 30 20
-------------------------------------------------------------------
Rudder pedal hinges 4 Oil - SAE 30 20
Brake pedal hinges 4 Oil - SAE 30 20
Flight Controls Control stick socket 6 Oil - SAE 30 20
(Cockpit) Torque tube bearings 4 Oil - SAE 30 20
Tab Control drum 2 Oil - Penetrating 20
-------------------------------------------------------------------
Engine Controls Push-Pull rod clevis 6 Oil - SAE 30 20
-------------------------------------------------------------------
Seat Adjustment Worm and gear 4 Grease - Soft 40
Seat bearing bolts 8 Oil - SAE 30 40
-------------------------------------------------------------------
Aileron Hinge bushings 6 Oil - SAE 30 20
Bellcrank - in wing 2 Grease - Soft 40
-------------------------------------------------------------------
Flap Hinge bushings 6 Oil - SAE 30 20
-------------------------------------------------------------------
DISASSEMBLY
The following procedures are intended for the guidance of operators and service crews in removing major assemblies and component parts in case of damage or for repairs or overhaul. As each part is removed, attach to it an identification tag showing name of part and location - right or left. Whenever possible, after a part is removed, reinsert bolts and fasten other attaching parts loosely at point of attachment.
To Remove Outer Wing Panel
Disconnect aileron cables at fitting on control torque tube in rear cockpit.
Disconnect electrical wiring for navigation lights. These wires can be reached through rear inspection zipper of stub wing.
Loosen landing wires two turns in order to relieve tension on flying an counter wires.
Remove front counter tie rod attached to landing gear and bottom center of fuselage. Substitute a heavy steel tube (1" diameter) or rod of equal pin center length - 34-1/4".
Remove landing gear upper strut fairing attached to landing gear brace with four machine screws and stop nuts and two P.K. metal screws.
Remove fairing strips (3 pieces) between stub wing and outer panel. The top piece is attached to front stub wing fitting with a 3/16" bolt. Elsewhere P.K. metal screws are used.
Disconnect flap spar from flap control torque tube by removing bolt located between stub wing and outer panel at rear.
Disconnect brake turnbuckle which can be reached through inspection zipper in landing gear Vee strut.
Remove bolts in connecting fittings between stub wing and outer panel.
Three men should now take up stations for removing outer panel. One at wing tip, one at root-front and one at root rear.
Disconnect flying and landing wires at either fuselage or wing connection.
The left wing carries an air speed line and pitot tube. Remove pitot tube and disconnect air speed lines.
To disconnect air speed lines, loosen the lower rear strip of wing-to-stub wing fairing. The flexible rubber tubes connecting the air speed lines may be reached at this point.
The outer panel may now be removed.
To Remove Stub Wing
Remove outer wing panel as directed in this section.
Remove landing gear as directed in this section.
Remove wing fillets between fuselage and stub wing. They are fastened by P.K. metal screws and machine scrrews.
Remove two bolts at fittings on stub wing spars and fittings on #2 and #3 bulkheads.
Remove three bolts at top of external streamline brace tube bolted to #2 bulkhead. Be sure that stub wing is safely supported before removing connecting fittings bolts.
Two men are required to remove bolts and handle stub wing at final step in removal.
To Remove Aileron
Loosen nut on end of push-pull rod at aileron end.
Disconnect push-pull rod at wing end. May be reached through front zipper inspection hole of wing panel.
Remove three hinge bolts. As each bolt is removed substitue a rod or pin to hold aileron in place, until all three bolts are removed.
One man can handle removal of aileron by taking hold of trailing edge and removing pins.
Replace bolts loosely in aileron half of hinge for reassembly.
To Remove Flap
Remove fabric bolt hole patcyhes (3) on rear edge of wing panel at hinge points.
Remove three hinge bolts. As each bolt is removed, substitue a rod or pin to hold flap in place until all bolts are removed.
One man can handle removal of flap by taking hold of trailing edge and removing pins.
Replace bolts loosely in flap half of hinge for reassembly.
To Remove Stabilizer
Remove fairing between stabilizer and fuselage.
Detach brace wires.
Loosen bolts at fuselage fitting.
Remove two bolts at connecting hinges between stabilizer and elevator.
Remove bolts attaching to connecting tubes.
Lift off stabilizer (One man can handle).
To Remove Elevator
Remove fuselage extension fairing.
Disconnect elevator from connecting tube by removing three bolts.
Remove bolt at control quadrant.
Lift off elevator (one man can handle).
To Remove Fin
Remove fairing at base of fin.
Disconnect electric wires at front fin post.
Remove landing wire.
Disconnect front fin post from fuselage channel.
Remove fin (one man can handle).
To Remove Rudder
Remove fuselage extension fairing.
Remove bolt at rudder hinge bracket.
Remove two bolts at rudder horn.
Remove two hinge bolts along rudder spar between fin and rudder.
Lift off rudder.
To Remove Propeller
Remove spinner, fastened to backing plate flange by 12 screws.
Remove clevis bolt in lock ring.
Unscrew lock ring using lon lever bar.
The assembly may be slid forward on splined shaft.
Caution: Always cover splined propeller shaft with oiled paper or cloth, when propeller is removed to prevent rust.
To Remove Cowling
Remove Propeller.
Remove four longitudinal panels, attached with Dzus fasteners.
Remove exhaust stacks.
Remove bolts (2 each) at mounting brackets (6).
Disconnect fuel drain line at manifold drain connection.
Disconnect fuel drain line at strainer shut off cock.
Disconnect drain line at fuel pump drain.
Take hold of nose cowl and slide assembly forward.
The engine compartment forward of the firewall is an independant unit, detachable from the fuselage. To remove the engine and the engine mount as a whole:
Disconenct spark plug wires.
Relieve strain and drive out bottom attachment bolts.
For convnience in removing the engine from the engine mount rig up a standard for suspending the assembled unit in the same manner as suspension from the fuselage is made.
Remove oil line (oil pump to "Y" drain).
The engine weighs approximately 300 pounds and may be lifted out by three men. It is recommended that precaution be taken against dropping by rigging up an overhead hoist with sling attached at the four Lord Mount brackets.
To Remove Landing Gear
Hoist front of airplane until wheels clear ground. (Jack pads are located at the base of the Vee struts for this purpose).
To disassemble the landing gear unit into its four component parts proceed as follows:
Remove through bolt which locks axle and axle retaining nut.
To Remove Tail Wheel
Load tail wheel.
To Remove Engine Controls
Reference is made to drawing number 3-237 in order to correctly identify the various sections of the control rods discussed under this heading.
3-237-12, -13, and -14 are conencting rods between the engine control units in the cockpits. REmove clevis bolts and rod ends at front control unit and detach from rear control through tube support holes.
3-237-11 is the short (4-5/8") spark control rod running from rear control unit. Remove lock nuts on adjustable end and slide rods through tube support holes.
3-237-15 is the (21-1/4") rod running from the lower arm of the vertical torque tube, 3-237-53, to the engine control unit. Remove ball and socket joint and lock nut at one end and clevis bolt at cockpit end. Draw rod into cockpit through grommet in bulkhead.
3-237-53, the vertical torque tube assembly may be disassembled by taking out cotter key in top of column and loosening bolt and tubing clamp at bottom of column. Slide clamp down and pull torque tube down out of rod end.
3-237-16 is the long (43-3/8") throttle control rod running froom the engine control unit to throottle bellcrank. Remove clevis at control unit. Detach ball and socket joint at bellcrank. Remove ball and socket joint, and lock nut. Draw rod into cockpit through grommet in bulkhead.
3-237-18 is the short (8-1/4") vertical throttle control rod running from the bellcrank above the carburetor to teh carburetor arm. Detach ball adn socket joint at both ends, and remove rod.
3-237-17 is the long (35-5/8") mixture control rod running from engine control unit to mixture bellcrank (3-237-54). Remove clevis bolt at control unit. Detach ball and socket joint at bellcrank end. Remove ball and socket joint and locknut. Draw rod into cockpit through grommet in bulkhead.
3-237-5 is the short (7-1/8") mixture control rod running from the bellcrank to carburetor. Detach ball and socket joint at carburetor arm. Detach ball and socket joint at bellcrank. Remove rod.
3-237-54 mixture torque tube assembly may be disassembled by removing machine screw of arm and removing arm from shaft. Loosen stop and slide off end of shaft. Bearing tube may now be removed.
To Remove Oil Tank and Mount Assembly as a Whole
Remove engine cowling top and two side panels.
To Remove Fuel Tank
Drain fuel from tank and lines.
To Remove Pilots' Seats
Remove four 3/16" bolts attaching seat to supporting frame and lift seat out of cockpit. Remove thirty 3/16" bolts attaching support frame to floor support members and lift out.
To Remove Engine
The weight of the engien assembly complete with engine, engine mount, accessories, starter, oil tank, and oil lines is approximately 370 pounds. REmoval from the fuselage may be accomplished manually by three men. However, it is recommended that precautions against dropping be taken by rigging an overhead hoist with sling attached to engine mount tube just rear of rear Lord mounts and to the lifting eye or propeller shaft.
Turn fuel cock shut off handle to "OFF" position.
Drain carbuuretor and fuel lines.
Drain oil tank at oil drain "Y".
Remove propeller (When propeller is removed oil propeller shaft splines and wrap with heavy oiled paper to prevent rust.
Remove engine cowl and panels. (Dzus fasteners)
Disconnect wobble pump actuating cables.
Remove oil and fuel drain lines. (3)
Remove exhaust stacks.
Remove engine cowl frame.
Remove fuselage nose cowl (2 pieces).
Disconnect magneto wires.
Disconnect fuel line (fuel cock to strainer)
Disconnect spark, mixture and throttle conntrol rods.
Disconnect tachotmeter drive shafts.
Disconnect oil pressure lines.
Disconnect fuel pressure lines.
Disconnect oil temperature lines at "Y" drain.
Plug "Y" drain, fuel and oil lines with rubber stoppers.
Drive out upper attachment bolts and lift out unit.
Disconnect oil line (oil tank to "Y" drain).
Remove oil line (oil tank to engine).
Remove vent line (oil tank to crank case).
Remove oil tank and oil tank mount. Entire until may be lifted out by detaching four clamps which make attachment to engine mount members.
Remove starter shaft.
Disconnect spark control rod at left magneto.
Disconnect thorttle conntrol rod at carburetor.
Disconnect mixture control rod at carbuetor.
Remove carburetor air scoop.
Disconnect fuel line bottom of wobble pump to fuel pump.
Disconnect fuel line wobble pump junction to carburetor. (All fuel lines, oil lines, and control rods should be taped or tied up to engine mount members before attempting to remove engine.)
Remove four Lord mount bolts.
Engine may now be removed from mount either by sliding forward or lifting out vertically.
Remove strut fairing and wheel pants.
Loosen landing wires two turns.
Detach flying and control wires at landing gear lug.
Remove bolts at stub wing spar attachment fittings. (2 bolts)
Unscrew and remove axle retaining nut.
Insert a piece of 1/2" pipe in axle tube and drive out axle. This operation will free the wheel from the lower and upper forks.
Remove on 7/16" bolt at junction of oleo strut and Vee strut. This operation will free the upper fork and shock strut assembly.
Disconnect brake cable at brake lever arm.
Loosen four adjustment set screws at junction of Vee strut and lower strut.
Remove on 3/8" x 8-1/4" bolt at junction of Vee and lower strut. This will free the lower fork from the Vee strut.
Hoist rear of airplane until tail wheel clears ground.
Loosen rear section of fin and stabilizer fairing.
Remove fuselage extension fairing.
Detach steering springs at tail wheel steering horn.
Detach shock strut at mounting post connection. (1 bolt).
Remove bearing caps - attached to bulkhead #8. (4 bolts)
Take out Tail wheel and mounting column assembly.
Detach shock strut at fuselage. (1 bolt)
Take out shock strut assembly.
Disconnect oil lines at tank and plug openings in tank and oil lines.
Disconnect four clamps on engine mount.
Lift out assembly of tank and tank mount.
Remove engine adn engine mount.
Disconnect and remove fuel shut off cock.
Remove firewall.
Disconnect and remove fuel outlet lines from tank.
Plug all open lines.
Remove fuel level gauge.
Detach gas tank support straps.
MAINTENANCE AND REPAIRS
This section of the Manual deals with routine and special maintenance and repiar work which may be necessary for the upkeep of this airplane. The teaxt has been written so as to be readily understood by the average airplane mechanic. Technical phraseology has been avoided wherever possible. We urge a careful reading of the information contained herein.
Repairs to Wings
The parts of the wing group which are subject to most wear are the aileron and flap hinges and the walkway canvas. When replacement becomes necessary it is advisable to replace bearing assembly. When the walkway shows ssigns of wear or tear it is sometimes possible to patch the worn spot. Generally hower, the canvas strip should be replaced. It is recommended that when walkway shows signs of wear and before canvas is worn through the worn area be resanded.
Walkway covers may be replaced or patched by observing the following procedure:
-
Apply one coat clear dope to both sides of canvas.
Sprinkle doped canvas and iron out wrinkles with hot iron.
Mask off balance of walkway.
Brush on one coat clear dope to walkway plate.
Apply light coat dope to under side of canvas.
Roll canvas down on walkway. Squeeze out all excess dope.
Spray two heavy coats clear dope immediately after rolling.
After last coat and while wet, sprinkle surface lightly with silica sand, #20 cut (Use flour sifter).
When dry, apply one coat clear dope.
When dry, apply two coats black dope.
Repairs to Tail Surfaces
The parts of the tail surface group which are subject to wear and most apt to require replacement are the stabilizer, elevator, and rudder hinge bushings. These bushings are press fit and may be readily replaced.
Repairs to Fuselage
The fuselage contruction is such that few parts are subject to sufficient wear or exposure under normal operating conditiions to require replacement. The plexiglass windshields may crack or develop a wavy condition whcih creates visional distortion. In such cases, the windshields should be replaced. The rear windshield assembly may be detached from the fuselage by removing fifteen screws and stop nuts. To detach the front windshield it is also necessary to detach the landing wires and remove the turn over post cap. Engine mount hangers and reinforcement fittings which attach the engine mount to bulkhead #1 are subject to heavy loads and stresses and ocasionally require replacement. Rewelding of these fittings is not recommended. Gas tank straps, strap ends and hinges should be examined frequently for wear and replaced when needed. The seat adjustment mechanisms are subject to wear due to frequent adjustment. The worn worm gear and ball bearing may require replacement. Two aluminum alloy blocks are bolted to the lower side of bulkhead #8 for the tail wheel support tube hinge bolt. These blocks incorporate steel bushings which may be replaced should they become worn.
Repairs to Cowling
The panels are independent units and may be replaced individually. The mounting bracketes are bolted to engine mount and cowl support rings and may be readily detached and replaced. The nose cowl is riveted to the front support ring. In case of damage the riveted assembly should be replaced.
Repairs to Landing Gear
The bearing bolt at the junction of Vee strut and lower fork is standard 3/8" x 8-1/4" nickel steel bolt - AN6-84. The bearings at this point are press fit bronze bushings made of 1/2" x .065 bronze tube 1-3/4" long and reamed to .375 +.000 -.002. The pistone packing for the oleo strut consists of seven (7) rings of 1/4" graphited asbestos packing - total length about 4 feet. Brake discs may require occasional replacement. They may be secured from the Goodyear Factory at Akron, Ohio, or from the Ryan Aeronautical Company, San Diego, California.
The packing gland of the shock strut piston should be inspected occasionally for leakage and tightened to a snug fit only. Wheels and tires should be checked occasionally for alignment. An adjustment is provided at the junction of the lower fork and Vee strut. To correct misalignment, back out one set screw and tighten up on the opposite one as conditions require. Check shock strut fluid level and fill as needed with Lockheed brake fluid #5.
Repairs to Tail Wheel
the bearing block bushings are press fit and may be replaced when worn. Shock strut spring is subject to strains which may cause breakage.
Check shock strut fluid level and fill as needed with Lockheed Brake Fluid #5.
Check shock strut packing nut and tighten to snug fit.
Repairs to Engine Controls
Ball and socket joints should be replaced when adjustment fails to remove undue play or movement.
Torque and bearing tubes of bellcrank assemblies are subject to constand wear and may require occasional replacement.
Adjust, clean, and lubricate ball and socket joints as needed.
Repairs to Tanks
Editors safety note: This is very unsafe, weld repairs should NOT be carried out on tanks which have held fuel.
Before attempting any repairs to fuel tank, it is essential that all gasoline and gas fumes be removed. Steam inside of tank throughly with live steam and dry out by blowing low pressure air through the tank. Welding should be done immediately after tank has been dried, to avoid danger of explosion.
Do not apply weleding heat to tank for more than a ten minute period. If welding operation requires longer time, resteam and dry the tank each ten minutes of welding.
For testing after repair apply air pressure not to exceed 2-1/2 ounds per square inch.
Caution: to clean tank after repairs, immerse for one hour in a 10% solution of sulphuric acid and then rinse in clean running water. Be sure that all welding flux is removed.
Cleaning Windshields
Never clean plexiglass sheet with carbon tetrachloride or thinner of any kind, nor with solvents of acetone, ethyl acetate, benzine or ethyl dichloride.
We recommend the use of Simonize cleaner for this purpose.
To bend plexiglass submerge for 15 to 30 seconds in water heated to 180 deg F., plus or minus 3 deg.
RIGGING AND ADJUSTMENTS
General
The tools usually carried in the aircraft Mechanic's tool kit are adequate for adjusting this airplane. The following supplementry equipment will facilitate the work.
One padded horse or support for the tail.
Two automobile jacks - screw type.
Two "C" clamps.
One spring scale (100 pounds capacity).
One 24" spirit level.
One 48" straight edge or scale.
One protractor.
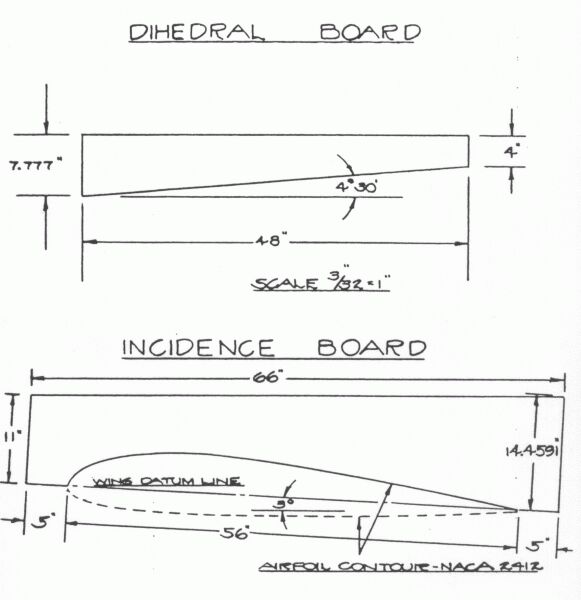
One dihedral board (See Fig. 11)
One incidence board (See Fig. 11)
Level the Fuselage
to level the fuselage longitudinally raise the tail and place a padded support under the fuselage at bulkhead #7. Place a spirit level on the outside longeron under the ruar cockpit cutout. Load tail and adjust until level. To level laterally place spirit level on level lugs attached to bulkhead #3 underneat fuselage. Place an automobile jack under each landing gear jack pad and adjust until level.
Rigging the Wings
Place dihedral board, Fig. 11 on front spar line of wing, truly parallel with leading edge with wide end nearest the fuselage. Place spirit level on top of dihedral board. Adjust front flying and landing wires until level. Wing now has the correct dihedral, which is 4 deg 30'. If protractor is used place 48" straight edge on front spar line, set protractor for 4 deg 30', place on tip of straight edge and adjust until bubble shows level. The correct angle of incidence is 3 deg measured on chord line. To adjust wing for incidence place incidence board, Fig. 5 along third rib from tip of wing, set protractor for 3 deg and place on top of incidence board. Adjust rear flying and landing wires until bubble shows level.
Rigging the Ailerons
Line up the trailing edge of aileron with the trailing edge of flap. Put stick in neutral. Take up control cable until both sides have equal tension. As the throw of the ailerons is fixed, no further adjustment is necessary.
Rigging the Stabilizers
Adjust brace wires until level using spirit level along the rear spar. Coordinate adjustment of stabilizer with adjustment of fin.
Rigging the Elevators
The throw of the elevators is 22-1/2 deg up and 30 deg down, and is fixed by stops on the control stick. Adjust control cables and check throw with protractor. The elevator tabs may be aligned by adjustment of push- pull rod terminals.
Rigging of Fin
Cooridnate adjusment of fin with adjustment of stabilizer. The fin is rigged vertically and can be checked with a spirit level. Adjust landing wires for corrections of rigging.
Rigging the Rudder
the maximum throw on the rudder is fixed by stops on the rudder pedals. Adjust cables so that equal throw is obtained in each direction, and tension is maintained on equalizer cable.
Brake Adjustment
Brake discs should be adjusted by means of the lock nut so that a .015" feeler gauge can be instereted between outer disc and cam. The brake lever arm should be in full "OFF" position when the brakes are fully released. When operating from muddy fields, an auxiliary spring may be installed at the brake lever to make certain that brakes release fully. If foot pedals travel becomes excessive, it is likely due to worn discs and may be corrected by removing wheel and turning up the lock nut until .015" clearance between discs is attained.
Checking the Tires
The correct inflation pressure of landing gear tires is 12-1/2 pounds which is obtained when the rib on the shoulder of the rtire is in contact with the ground with the airplane fully loaded. The correct inflation pressure of the tail wheel tire is 29 pounds.
Wheel Adjustment
An adjustment is provided at the lower end of the Vee strut for wheel alignment. Correct alignment may be obtained by backing out one set screw and tightening up on the opposite one as required. Be sure to safety set screws after adjustment.
Tail Wheel Adjustment
Adjust tail wheel axle bearing by tightening castellated nut on axle bearing bolt. The correct adjustment is accomplished when the flat bearing surfaces of the fork arm are brought up snug against spacers without binding. Do not tighten excessively as to do so will throw wheel out of alignment.
Tie Rod Adjustment
When adjusting tie rods it is recommended that tape be used on wrench jaws to avoid damage to the rods. The wrench should be applied at a point as close to the terminal as possible in t drawing the rod tight. After tie rod is drawn to correct tension it should be locked in place with the lock nut. Be careful not to strip threads in the lock nut.
To a certain extent the amount of tension to apply to tie rods is controlled by the judgement of the individual rigger. Apoproximately correct tension may be attained by the following procedure:
Locate and mark the cente rof each landing wire (measure on pin center length.)
Apply a load of 50 pouns at marked center (Use an ordinary spring scale).
Measure the distance the wire deflects under this load. The minimum deflection distance of the front ladning wire shall be 3/8". The maximum deflection distance, 11/16". The minimum deflection distance of the rear landing wire shall be 1/2". The maximum deflection distance 3/4".
Operating conditions and type of flying will vary the tension required. Variations should be within the range of the above limits. Keep wire vibration to a minimum.
STRUCTURAL MATERIALS
Aluminum Alloy
All aluminum alloy sheet used in this airplane is heat treated 24S material, except that used for fuel and oil tanks which is of 52S-1/2H aluminum.
Rivets
Type A aluminum rivets are used in the construction of gas and oil tanks.
All other rivets used in the construction of this airplane are type D Aluminum Alloy. This type of rivet must be heat treated before using.
When repairs are made which require replacement of Type D rivets, Type AD rivets, which do not require ehat treatment may be substituted suject to the approval of your local Civil Aeronautics Authority representative. If Type AD rivets are substituted, they should be 1/32" larger in diamter than the original rivets in order to give equal strength, and fill up holes which may be drilled out oversize when removing original rivets.
If Type D rivets are used they should be heat treated in accordance with the following formula:
1. Place in oven at 940 deg F. for 30 minutes.
2. Quench in cold water.
3. Store in refrigerator at 0 deg F.
Steel
The following is a list of heat treated chrome-molybdenum, S.A.E. 4130X, steel parts:
HEAT TREAT
PART NAME PART NO. P.S.I.
Axle - Landing Gear 5-107 180,000
Vee Strut - Landing Gear 5-108-25 180,000
Vee Strut - Landing Gear 5-108-25-1 180,000
Treadle Fork - Landing Gear 5-107-2 180,000
Treadle Fork - Landing Gear 5-107-11 180,000
Bulkhead #2 5-121 180,000
Bulkhead #3 - Lower Section 5-121A 180,000
Fork - Tail Wheel 5-113C-1 150,000
Steering Horn - Tail Wheel 5-113C-4-3 150,000
Rear Spar - Stub Wing 6-102-10 180,000
Rear Spar - Stub Wing 6-102-10-1 180,000
Control Stick 5-116-3A 180,000
Control Stick 5-116-7A 180,000
Torque Tube - Control Stick 5-116-5 180,000
Socket - Control Stick 5-116-1 180,000
Socket - Control Stick 5-116-2 180,000
Horn - Tab Adjustment 1-103-1 150,000
Heat Treating
The heat treating of metals is a highly sensitive process, requireing the supervision of a skilled technician or metallurgist. For use in extream emergency only and when expert service is not available, the follwing procedure will give approximate tensile strenght specified for the above chrome-molybdenum steel parts. Required temperatures may vary with type of furnace and technique employed.
Place in oven at 1200 deg F.
Increase gradually to 1600 deg F.
Hold at 1600 deg until metal is uniformly heated.
Remove and quench in oil at 70 deg F.
Replace in oven and hold for one hour at 900 deg F.
Remove and allow to cool in still air.
Welding
Welded steel parts which require heat treating must be welded with chrome-molybdenum welding rod.
Finishes and Protective Coatings
All aluminum alloy parts, except ribs, were anodized and given one coat of zinc chromate primer immediately after anodizing.
All steel parts were either cadmium plated or given one coat of zinc chromate primer, followed by two coats of aluminum lacquer.
Interior surfaces of aluminum alloy tubes, except fuel lines, were given one dip coat of zinc primer.
Interior surfaces of open-end steel tubes were given one coat of zinc chromate primer.
Interior surfaces of closed-end steel tubes were given one coat of hot (160 deg F.) raw linseed oil. Tubes were then drained and oil holes sealed with cadmium plated drive screws.
Wings and surfaces were given six coats of dope.
Control cables were dipped in mixture of three parts hot tallow and one part white lead.